
SMT-XALCUT is a wear and Oxidation
resistant aluminium titanium nitride based alloy
coating deposited by the State-of-the-art physical
vapour deposition (PVD) process.
SMT-XALCUT has exceptional performance
compared to other coatings in many machining and
metal fabricating applications. SMT-XALCUT
performs better due to addition of aluminium to TiN,
which increases hot hardness, as well as the oxidation
stability of coating. At elevated temperatures,
the formation of Al2
O3
oxide film takes place on the
surface which inhibits further diffusion of oxygen within the coating. Also, Al2
O3
layer is hard in nature which keeps cutting
edges intact even at high temperatures during high speed machining applications. SMT-XALCUT has excellent ductility
together with hot hardness which makes
SMT-XALCUT coated tool less susceptible of
chipping when used for interrupted cutting.
SMT-XALCUT coating features make it ideal for
high speed cutting operations in difficult to
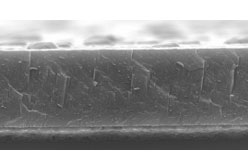
machine materials. The coating thickness range is
1-4 µm and can be tailored as per application.
 |
 |
| SMT-XALCUT Properties | Features |
| • Hardness: 3300±200 HV | • Excellent wear protection |
| • Oxidation Temp: 950oC | • Excellent oxidation resistant |
| • Surface Roughness (Ra ): 0.2 µm | • Excellent hot hardness |
| • Friction coefficient: 0.42 | • Excellent adhesion |
| • Wear coefficient: 3.0 x 10-14 m2 /N | • Low co-efficient of friction |
| • Coating structure: Monolayer | • Excellent heat transfer |
| • Colour: Bluish grey | • Good impact resistant |
| Applications | |
| Gear Hob | Enhances productivity and precision in gear cutting application. |
| High speed cutting | Excellent performance in cutting alloys steel, stainless steels where high temperatures are generated at cutting edges. |
| Dry machining | Superior high temperature stability in cutting applications without coolant |
| Extrusion dies | Reduces friction and wear at the die surface |
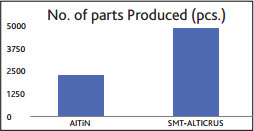
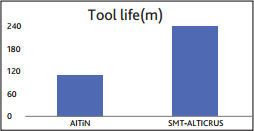
| Coating Performance | |
 |
 |
Tool: Carbide End mill, Ø 10mm Workpiece: Steel 1.2344 (AISI H13), 45 HRC Cutting parameters: Cutting data: vc = 180 m/min fz = 0.1 mm/rev Vb = 0.10 mm Emulsion |
Tool: PM HSS Hob Workpiece: Steel 1.7131 (AISI 5120) Cutting parameters: vc = 200 m/min vb = 0.3 mm Dry |
© 2011 SURFACE MODIFICATION TECHNOLOGIES - All Rights Reserved
Powered by G2 Media